Процесс обработки
Процесс обработки
Итак, кратко рассмотрев материалы для изготовления поплавка, перейдем непосредственно к самой технологии изготовления.
1. Сначала вы определяете размеры и форму. Они задаются условиями ловли, и это мы рассматривали или рассмотрим в других разделах нашей книги. Здесь же считаем необходимым порекомендовать следующее: сделайте чертеж поплавка в натуральную величину на «миллиметровке». Прорисуйте его форму. Если поплавок имеет сложную форму, продумайте, как будут сопрягаться отдельные его части, где будет расположено колечко и т. п.
2, Вырежьте заготовку будущего поплавка (располагая вертикальную ось ее обязательно вдоль волокон бальзы) с припуском на обработку не менее 1 мм на каждую сторону. Длина заготовки в идеале должна быть на 7–8 мм больше длины тела поплавка. Обточите заготовку с углов до такой степени, чтобы в сечении она имела форму восьмиугольника (рис. 39).
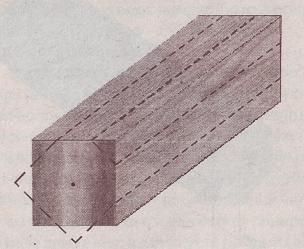
Рис. 39. Предварительная обработка заготовки — срезание граней до получения восьмиугольника
3. Снизу (со стороны места посадки киля) по центру (вертикальной оси) шилом проделайте отверстие (если вы работаете с бальзой, то просто наколите тем же килем) диаметром, равным диаметру киля, и глубиной 7-10 мм. В отверстие с помощью эпоксидной смолы вклейте киль. Лучше брать традиционную эпоксидную смолу с большим сроком отверждения. Опыт показывает, что иные водостойкие смолы — более жидкие и сразу же впитываются в бальзу по причине рыхлости последней. В результате страдают и грузоподъемность поплавка, и качество склейки. Смолы же — «пятиминутки», напротив, слишком быстро затвердевают и не дают нужной прочности соединения.
Следите за тем, чтобы киль был вклеен по оси вращения поплавка. Для этого нужно, при прокалывании отверстия, слегка подкручивать и киль, и саму заготовку. Можно со стороны места будущей установки антенны по центру (по оси вращения поплавка) нанести шариковой ручкой точку. Вставив киль в заднюю бабку вашего станочка или в самодельный люнет, покрутите за него заготовку и посмотрите на траекторию движения этой точки. Если точка стоит на месте, отверстие сделано правильно.
4. После высыхания «эпоксидки» можно продолжать. Обточите заготовку со стороны антенны до получения технологической оси длиной до 7 мм (рис. 40) и диаметром, величина которого позволит вам зажать заготовку в патрон (шпиндель) вашего токарного станка (или моторчика, на котором вы будете точить поплавки).
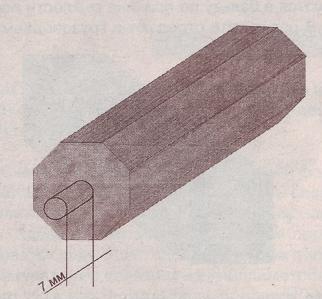
Рис. 40. Заготовка поплавка с технологической осью
5. При точении необходимо, чтобы поплавок со стороны киля был зафиксирован от радиального смещения. Для этого служит задняя бабка вашего токарного станочка, а если вы используете для работы электромоторчик с патроном, то нужно сделать самодельное устройство люнетного типа. Можно использовать различные приспособления, я поступаю очень просто: беру небольшой фанерный (пластмассовый) ящичек, на высоте линии центров (на уровне оси вращения шпинделя) сверлю отверстие диаметром D = Dкиля + 0,2 мм. Затем помещаю внутрь коробки что-нибудь тяжелое (свинцовые грузила, оставшиеся с незапамятных времен и т. п.). Заготовку зажимаю в патрон моторчика, просовываю киль в приготовленное отверстие и придвигаю коробку ближе к телу поплавка. Можно использовать для этой цели специальный уголок (я себе сделал некогда такой из оргстекла) с набором отверстий для разных диаметров килей. В этом случае уголок необходимо зафиксировать на столе, например — струбциной.
Требуется учесть и вот еще что: при вращении киль (если он достаточно длинный) отклонится от оси вращения и будет двигаться в неподдерживаемой вашим устройством части по какой-то своей траектории (рис. 41). Это плохо по двум причинам. Во-первых, периодически эта часть киля входит в резонанс с другими вращающимися частями системы и тогда вся заготовка может совершать непонятные движения: вы рискуете потерять всю работу. Во-вторых, можно погнуть (если он цельный) или сломать (если он металлический полый) сам киль.
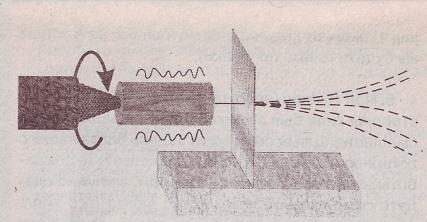
Рис. 41. Если киль поплавка закрепить только в одной точке то он будет «бить», что может привести к выходу всей «системы» из равновесия
Чтобы этого избежать, используется дополнительная опора (или вторая стенка той самой коробочки с балластом — рис. 42), в которой делается отверстие диаметром 2–3 мм. Очевидно, возможны и другие способы, но этот, по моему мнению, наиболее прост.
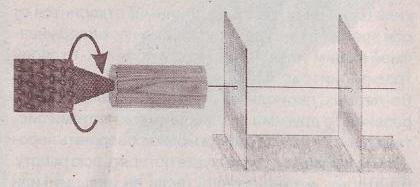
Рис. 42. Киль следует закреплять в двух точках
6. Итак, все приготовлено. Начинаем товарную обработку. Сначала надфилем или грубой шкуркой удаляем лишний материал там, где его много (рис. 43). Затем более «тонкой» (лучше последовательно двумя-тремя, все с более мелким зерном) шкуркой обтачиваем заготовку почти в размер, оставляя припуск на шлифовку 0,1 мм на каждую сторону. Потом шлифуем самой «тонкой» шкуркой заготовку до нужных чистоты поверхности и размера. При шлифовании (так как нагрузки велики), возможно, придется поддерживать тем или иным способом тело поплавка со стороны, противоположной стороне обработки.
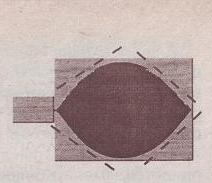
Рис. 43. Удаление лишнего материала с заготовки (по пунктирным линиям)
7. После этого можно сразу приступать к окраске, однако рекомендуется проделать еще одну операцию. Не вынимая поплавка из станочка, нанесем на него тонкий слой нитролака (можно добавить в лак немного «Детской присыпки»). Через несколько минут, когда лак высохнет, поверхность поплавка станет шершавой — волокна бальзы как бы встопорщатся. Отшлифуем поплавок «бархатной» шкуркой. Затем повторим операцию еще раз. Этим достигнем сразу двух целей: во-первых, существенно улучшим чистоту поверхности, а во-вторых «забьем» присыпкой мелкие поры на поверхности поплавка. Позднее эти поры попортили бы вам много крови при покраске.
Следует добавить, что при изготовлении поплавков, для которых удельный вес не имеет столь существенного значения (поплавки для дальнего заброса, например), рекомендуется грунтовать поплавок описанным выше способом с применением не нитролака, а смеси эпоксидной смолы и ацетона (в соотношении 1:1). Это существенно улучшит качество поверхности, адгезию поверхностного слоя тела поплавка по отношению к краске и его прочность.
Для высыхания нанесенного грунта заготовку придется вынимать из станочка, но это несущественно: изделие значительно крупнее обычного поплавка и переустановка не скажется на его качестве. Этот способ можно применять и при изготовлении поплавков из пенопласта, вот только ацетон придется заменить более нейтральным растворителем.
8. Итак, наша заготовка имеет вид, представленный на эскизе (рис. 44). Теперь удаляем (отрезаем) технологический припуск — ось, за которую мы крепили заготовку в патрон (шпиндель) нашего станочка. Образовавшуюся площадку аккуратно, вручную, подравниваем мелкозернистой шкуркой и накалываем или сверлим отверстие для антенны (в зависимости от ее толщины). С помощью эпоксидной смолы вклеиваем антенну, соблюдая те же условия, что и при вклейке киля.
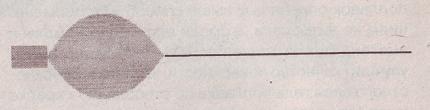
Рис. 44. Почти готовый поплавок
9. Следующая операция — изготовление и вклейка колечка. Колечко рекомендуем изготавливать из нихромовой проволоки ? 0,3–0,4 мм. Нихром легко гнется и не подвержен коррозии. Не нужно особенно мудрить с формой: достаточно согнуть кусочек проволоки длиной 5 мм П-образно и, наколов булавкой или концами получившейся скобки-колечка в нужном месте тела поплавка отверстия, эпоксидной смолой вклеить его. Что касается ориентации колечка, то, по моему мнению, она не принципиальна. Впрочем, большинство рыболовов предпочитает вертикальную — такую, чтобы леска входила в колечко перпендикулярно оси поплавка.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Особенности практической обработки первоначальных приемов
Особенности практической обработки первоначальных приемов Хотим дать несколько очень важных советов, которые помогут вам освоить правильную стойку у бильярдного стола и правильное обращение с кием. Думается, что эти советы пригодятся не только новичку, начавшему
Тренировочный процесс в Вин Чунь
Тренировочный процесс в Вин Чунь Успех в изучении искусства поединка напрямую зависит от качества построения тренировочного процесса. Бездарно составленный план тренировок может, как минимум, затормозить вас в развитии, или, что еще хуже, заставить топтаться на месте.
Выносливость и процесс старения
Выносливость и процесс старения Д–р Джон Л. Бойер имеет огромный опыт определения физической подготовленности среди военнослужащих США, он также на протяжении нескольких лет обследовал участников чемпионатов США по легкой атлетике среди ветеранов. Приводим цитату из
Тренировочный процесс в Вин Чунь и его принципы
Тренировочный процесс в Вин Чунь и его принципы Освоение боевого искусства требует от ученика соблюдения определенных правил, которые регламентируют проведение тренировочного процесса, с целью получения максимального прогрессирующего эффекта. Рассмотрим эти
Процесс выездки
Процесс выездки При правильном ходе выездки различают три стадии.Первая стадия: совершенно невыезженную лошадь приучают ходить под всадником.Вторая стадия: лошадь приучают к посылам.Третья стадия: приученную к посылам лошадь а) обучают повиновению, б) тренируют.Первую и
4.3. Процесс развития интеллектуальных способностей подростка-спортсмена: взаимообусловленность актуальной модели интеллекта и модели деятельности
4.3. Процесс развития интеллектуальных способностей подростка-спортсмена: взаимообусловленность актуальной модели интеллекта и модели деятельности Разум есть тот сознаваемый человеком закон, по которому должна совершаться его жизнь. Л. Н. Толстой Процесс развития
Процесс
Процесс На следующее утро после ужина в компании Жизель я составил список вопросов, которые счел неплохой отправной точкой. Некоторые имели отношение к продлению мужской выносливости, на случай если окажется, что она входит в число ограничивающих факторов. Я рассудил,